Датчики переменного тока с настраиваемым диапазоном ELHART ATE.S
 Защита от длительных перегрузок
Защита от длительных перегрузок
 Класс точности от 0,2% до 0,3%
Класс точности от 0,2% до 0,3%
 Настройка с помощью DIP-переключателей
Настройка с помощью DIP-переключателей
 Время отклика от 0,1 с
Время отклика от 0,1 с
Документация и ПО
| Наименование | Тип документа | Тип файла |
|---|---|---|
| Паспорт. Датчик тока ATE.S. | Паспорт | |
| РЭ. Датчик тока ATE.S. | Руководство по эксплуатации | |
| Датчики переменного тока ELHART ATE.S | Каталог | |
| Компоненты для автоматизации ELHART (2026 г.) | Каталог | |
| Библиотека EPLAN для приборов и датчиков ELHART (v2.9) | Библиотека E-PLAN | zip |
| 3D модель ATE.S | CAD библиотека | zip |
| Сертификат утверждения типа СИ (Республика Казахстан). Датчики тока ATE.S | Свидетельство об утверждении типа СИ | |
| Сертификат утверждения типа СИ (Россия). Датчики тока ATE.S | Свидетельство об утверждении типа СИ | |
| Декларация о соответствии ТР ТС 004, 020 - Датчики тока ATE | Декларации о соответствии (ТС и ЕАЭС) | |
| Заключение об идентификации специфических товаров (Республика Казахстан). Датчики тока ATE.S | Письмо |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Наименование | Цена с НДС |
|---|---|
|
ATE.S040.I42(поверка) Датчик переменного тока: вход: настраиваемый диапазон от 0 до 5, 10, 15, 20, 25, 30, 35, 40 А; выход 4...20 мА, питание от токовой петли =10...30 В, крепления на DIN-рейку в комплекте, ГРСИ, с первичной поверкой до 40 А

5551
В наличии
Датчик переменного тока: вход: настраиваемый диапазон от 0 до 5, 10, 15, 20, 25, 30, 35, 40 А; выход 4...20 мА, питание от токовой петли =10...30 В, крепления на DIN-рейку в комплекте, ГРСИ, с первичной поверкой до 40 А
Датчики тока ELHART
ELHART
|
Загрузка… |
|
ATE.S040.I42 Датчик переменного тока: вход: настраиваемый диапазон от 0 до 5, 10, 15, 20, 25, 30, 35, 40 А; выход 4...20 мА, питание от токовой петли =10...30 В, крепления на DIN-рейку в комплекте

4941
В наличии
Датчик переменного тока: вход: настраиваемый диапазон от 0 до 5, 10, 15, 20, 25, 30, 35, 40 А; выход 4...20 мА, питание от токовой петли =10...30 В, крепления на DIN-рейку в комплекте
Датчики тока ELHART
ELHART
|
Загрузка… |
|
ATE.S200.I42 Датчик переменного тока: вход: настраиваемый диапазон от 0 до 25, 50, 75, 100, 125, 150, 175, 200 А; выход 4...20 мА, питание от токовой петли =10...30 В, крепления на DIN-рейку в комплекте

5917
В наличии
Датчик переменного тока: вход: настраиваемый диапазон от 0 до 25, 50, 75, 100, 125, 150, 175, 200 А; выход 4...20 мА, питание от токовой петли =10...30 В, крепления на DIN-рейку в комплекте
Датчики тока ELHART
ELHART
|
Загрузка… |
|
ATE-DIN Комплект из двух креплений на DIN рейку для установки одного датчика ATE, материал пластик PA6

244
В наличии
Комплект из двух креплений на DIN рейку для установки одного датчика ATE, материал пластик PA6
Датчики тока ELHART
ELHART
|
Загрузка… |
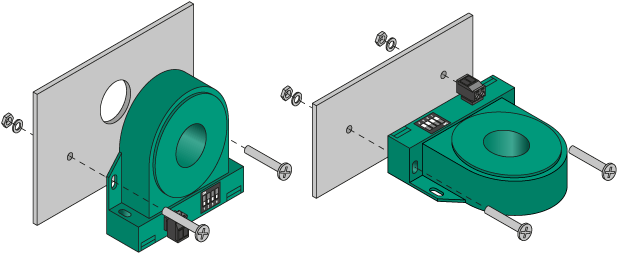
ATE.S — это серия бесконтактных датчиков переменного тока с выходным сигналом 4…20 мА, который пропорционален измеренному значению первичного тока в настроенном диапазоне измерения.
Датчики разработаны и производятся в России компанией ООО «Элхарт», производственные мощности которой расположены в Краснодарском крае. Благодаря этому обеспечивается:
- контроль качества каждого выпускаемого датчика, выпуск с первичной поверкой,
- стабильность поставок и снижение рисков связанных с глобальной экономической нестабильностью и санкциями,
- гарантийное и постгарантийное обслуживание,
- техническая поддержка и помощь в подборе оборудования для решения задач автоматизации.
Датчики ATE.S активно используются:
- для контроля работы электродвигателей,
- для контроля работы нагревательных элементов,
- для определения обрывов участков подключения электрооборудования,
- для контроля срабатывания электрических устройств,
- для определения загруженности приводных систем по потребляемому току.
Особенности датчиков переменного тока ELHART серии ATE.S
- Измеряет действующее значение силы тока (RMS).
- Надежная гальваническая развязка за счет бесконтактного принципа измерения.
- Настраиваемые диапазоны измерения, настройка при помощи DIP-переключателей.
- Шаг переключения диапазонов 5 А для модификации S040 и 25 А для S200.
- Точность измерения от 0,2% до 0,3% в зависимости от настроенного диапазона.
- Стандартный унифицированный выходной сигнал 4…20 мА, питание от токовой петли.
- Подключаемый фильтр резких бросков измеренных значений.
- Допустимые перегрузки до 600 А для S040 и до 1000 А для S200, неограниченные по времени.
- Время отклика от 0,1 сек (без фильтрации) до 2,5 сек (с фильтрацией).
- Частота измеряемого тока от 40 до 400 Гц.
- Крепления для установки на DIN-рейку в комплекте.
- Установка на плоскость через крепежные отверстия в корпусе.
- Съемная клеммная колодка для подключения проводников.
Примеры применения датчиков тока ELHART серии ATE.S
Список применений:
- Контроль тока в системах кабельного обогрева трубопроводов и емкостей (на предприятиях добычи, переработки и хранения нефти)
- Контроль работы и обрывов греющих кабелей трубопроводов и емкостей по току потребления (в канализационно-очистных сооружениях)
- Контроль исполнительных механизмов в размольно-подготовительном отделении ЦБК
- Контроль состояния решеток и дробилок в системах механической очистки стоков
- Контроль работы приводных систем и управление загрузкой дробилки при производстве щебня
- Автоматическое управление декантерной центрифугой на рыбном производстве
Контроль тока в системах кабельного обогрева трубопроводов и емкостей (на предприятиях добычи, переработки и хранения нефти)
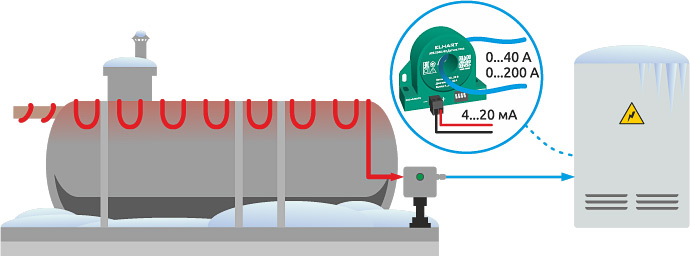
В условиях низких температур сырая нефть и нефтепродукты могут обладать повышенной вязкостью или застывать, а содержащаяся в них вода — замерзать. Это приводит к образованию парафиновых отложений и пробок в трубопроводах. Снижается эффективность работы насосного оборудования и возрастает вероятность поломок. Для предотвращения этих проблем используются системы кабельного обогрева, обеспечивающие поддержание рабочей температуры транспортируемых продуктов.
Однако, при обрыве или выходе из строя нагревательного кабеля система обогрева перестает работать, что может привести к аварийным ситуациям, простоям оборудования и дополнительным затратам на ремонт. Поэтому важно контролировать работоспособность нагревательных элементов.
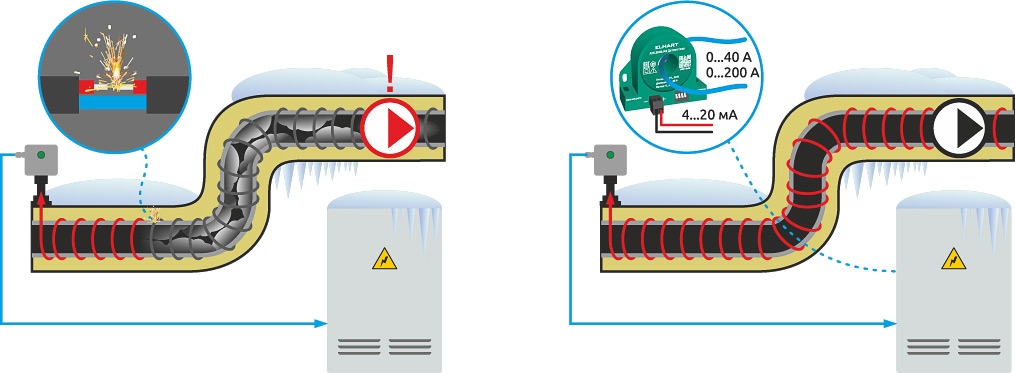
и с контролем потребляемого тока через датчик ATE.S (справа)
Для мониторинга системы кабельного обогрева применяются датчики тока ATE.S, которые устанавливаются в шкафах управления обогревом и фиксируют потребляемый ток нагревательных кабелей.
Принцип работы системы обогрева с контролем тока:
- Измерение потребляемого тока позволяет определить состояние нагревателей в данный момент.
- Если ток отсутствует или ниже нормы, то произошел выход из строя или обрыв нагревательного элемента.
- Если ток превышает норму — возможен перегрев или замыкание.
- Широко распространенный выходной сигнал 4…20 мА датчиков АТЕ может быть подключен к контроллеру управления обогревом или к модулям ввода аналоговых сигналов.
- Измеренные значения могут быть переданы в системы диспетчеризации (SCADA системы) в диспетчерских пунктах оперативного контроля.
- Полученная информация о текущем состояние нагревателей, позволяет своевременно отключать неисправное оборудование и принимать меры для устранения неисправностей.
Преимущества контроля тока с помощью датчиков АТЕ.S в системах обогрева:
- Надежный и быстрый способ выявления обрывов и неисправностей для принятия мер по их устранению.
- Автоматическая диагностика состояния без необходимости дополнительных проверок и визуального контроля.
- Возможность выявления конкретных участков где возникла неисправность.
- Простая интеграция в системы управления за счет стандартной унифицированной токовой петли.
- Бесконтактный принцип измерения обеспечивает гальваническую развязку и защиту вторичных приборов, подключаемых к датчикам.
- Измеренные с точностью до 0,2% значения можно использовать для расчета мощности и отслеживать эффективность работы системы.
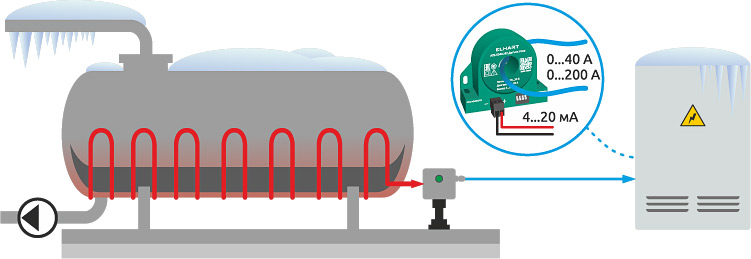
Применение датчиков тока ATE.S в системах кабельного обогрева на нефтепроводах, резервуарах и терминалах позволяет обеспечить надежную работу системы обогрева, предотвратить застывание нефти, снизить риски аварий и сократить эксплуатационные расходы.
Контроль работы и обрывов греющих кабелей трубопроводов и емкостей по току потребления (в канализационно-очистных сооружениях)
В холодное время года на канализационно-насосных станциях (КНС) возникает риск замерзания сточных вод в трубопроводах и резервуарах. Это может привести к образованию ледяных пробок, переливу нечистот, поломке насосов и измельчителей, а также к выходу из строя всей системы.
Для предотвращения замерзания используются системы кабельного обогрева, устанавливаемые на наружные поверхности труб и резервуаров. Однако при обрыве или выходе из строя нагревательного кабеля обогрев прекращается, и проблема замерзания становится актуальной вновь.
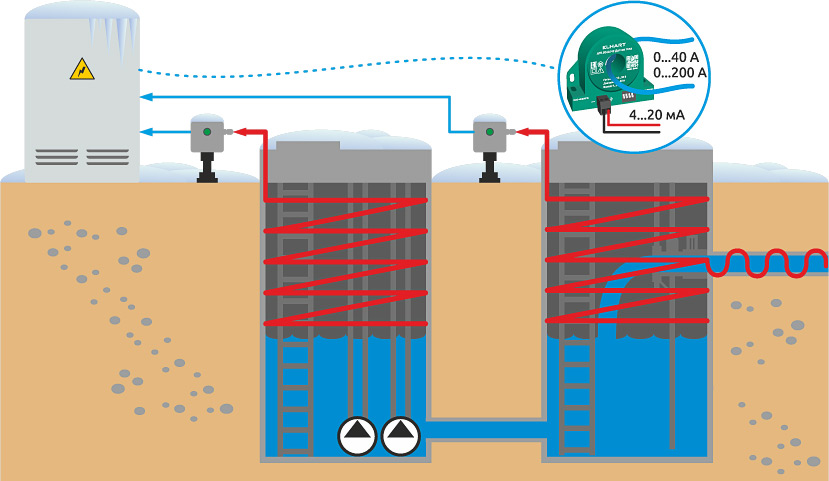
и трубопроводов КНС подземного размещения
Для мониторинга работы нагревательных элементов в системах кабельного обогрева КНС применяются датчики тока ATE.S, устанавливаемые в шкафах управления обогревом. Они позволяют контролировать наличие и уровень потребляемого тока, обеспечивая своевременное обнаружение неисправностей.
Принцип работы системы обогрева КНС с контролем тока:
- Датчики измеряют потребляемый ток для отслеживания состояния и работы нагревательных секций.
- Отсутствие тока или значение ниже нормы свидетельствует об обрыве или неисправности контролируемой секции.
- Слишком высокий потребляемый ток указывает на повреждение изоляции, короткое замыкание.
- Выходной сигнал 4…20 мА от датчиков, пропорциональный измеренному току, поступает на вход системы управления.
- Система управления на основе контроллера или SCADA проекта, по измеренным значениям, автоматически управляет отключением неисправных нагревателей.
- Данные о работе системы управления и о состоянии участков нагрева передаются в диспетчерскую, для оперативного контроля.
Преимущества использования датчиков ATE.S для контроля тока при обогреве КНС:
- Оперативное обнаружение неисправных нагревателей, предотвращение замерзания стоков и отказа оборудования, снижение затрат на ремонт и простои.
- Простая интеграция в системы автоматического управления за счет распространенного выходного сигнала, подключение к аналоговым входам контроллеров и модулей ввода.
- Надежная защита вторичных приборов и контроллеров системы управления за счет бесконтактного способа измерения.
- Возможность использования всего одного датчика для решения большинства задач, благодаря простой и удобной настройке диапазонов измерения.
Применение датчиков тока ATE.S в системах обогрева КНС, наружных трубопроводов и накопительных емкостей позволяет предотвратить замерзание сточных вод, защитить оборудование от аварий и минимизировать затраты на эксплуатацию.
Контроль исполнительных механизмов в размольно-подготовительном отделении ЦБК
В размольно-подготовительном отделении целлюлозно-бумажного комбината (ЦБК) переработка макулатурной массы происходит поэтапно. Каждый этап можно разбить на три последовательных операции:
- Размол — суспензия макулатурной массы пропускается через специальную дисковую или коническую мельницу, для механического истирания и расщепления волокон целлюлозы. После этого суспензия поступает в промежуточный бассейн.
- Перемешивание — за счет работы мешалки в промежуточном бассейне происходит равномерное распределение перемолотых частиц (выравнивание фракционного состава) и насыщение водой (набухание и гидратация).
- Транспортирование — с помощью насосов происходит передача перемешанной водно-целлюлозной массы из промежуточного бассейна к следующему этапу.
Количество таких этапов зависит от требуемой степени размола.
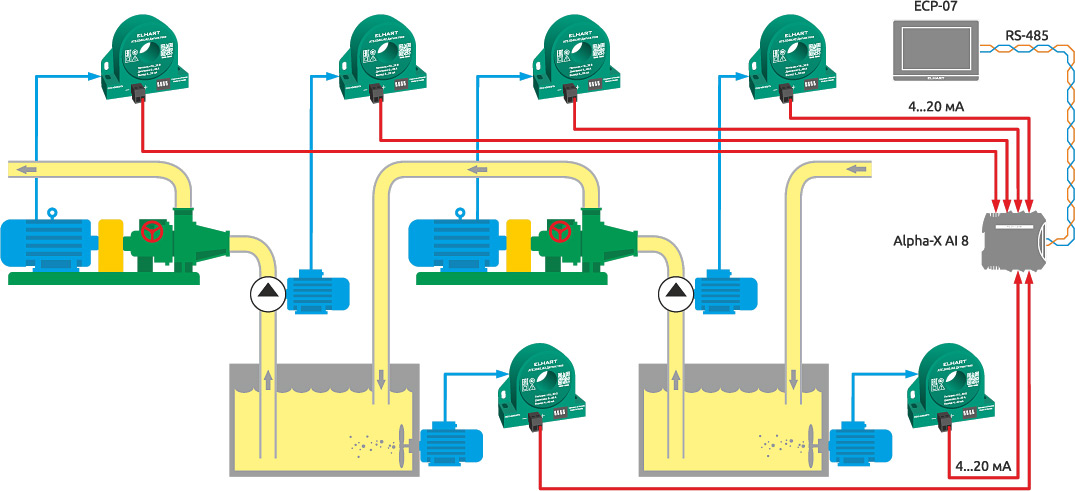
Стабильное качество выпускаемой бумажной продукции и непрерывность технологического процесса зависят от эффективности работы перечисленных приводных механизмов на каждом этапе. Поэтому для контроля их состояния и режимов работы применяются датчики тока ATE.S200.I42.
Принцип работы системы мониторинга этапов размола, перемешивания и транспортировки с контролем приводных механизмов по току:
- Измеряется ток каждого отдельного привода: мельница, мешалка, насос.
-
По потребляемому току можно судить об основных режимах работы и об исправности механизмов:
- Если ток ниже номинального, это может означать что механизм работает в режиме холостого хода (без нагрузки).
- Номинальный рабочий ток означает нормальную работу механизма в соответствии с назначением и технологическими условиями.
- Если ток выше номинального, значит механизм близок к перегрузке или уже работает в таком режиме.
- По току потребления мешалок можно судить о вязкости перемешиваемой массы, для более вязких сред требуется больше усилия, а значит будет потребляться больший ток.
- Выходной сигнал от всех датчиков поступает на модуль ввода аналоговых сигналов Alpha-X AI 8, от которого по интерфейсу связи RS-485 на панель оператора ECP-07 или в SCADA систему.
- Обеспечивается своевременное выявление отклонений от нормальной работы, диспетчеризация и оперативный контроль.
Преимущества использования датчиков АТЕ.S для контроля работы приводных механизмов ЦБК:
- Технолог производства может косвенно оценивать эффективность работы по измеренным значениям и в случае необходимости вносить оперативные корректировки.
- Появляется возможность предупреждения поломок и аварийных ситуаций по малейшим отклонениям.
- Широко распространенный выходной сигнал 4…20 мА обеспечивает совместимость с контроллерами и модулями ввода систем управления.
- С учетом типовых мощностей приводных механизмов в этом применении датчики ATE.S200.I42 идеально подходят.
- Настройка диапазона измерения с помощью DIP-переключателей позволяет использовать всего один тип датчика для всех двигателей.
Таким образом, применение датчиков тока ATE.S для контроля мельниц, насосов и мешалок в размольно-подготовительном отделении ЦБК позволяет автоматизировать диагностику оборудования, предотвратить аварии и повысить стабильность технологического процесса.
Контроль состояния решеток и дробилок в системах механической очистки стоков
В системах механической очистки сточных вод для удаления крупных загрязнений используются дробилки и решетки (грабельные, шнековые, ступенчатые). Эти механизмы измельчают и отфильтровывают мусор перед следующими этапами более тонкой очистки стоков. Подобные системы применяются не только в городских водоочистных сооружениях, но и на локальных канализационных станциях крупных предприятий.
Из-за непредсказуемого состава загрязнений оборудование может забиваться, заклинивать и выходить из строя. Это приводит к аварийному отключению механической очистки, засорам коллекторов отведения и переливу нечистот, что требует затрат на ремонт, уборку и повышает риски для окружающей среды.
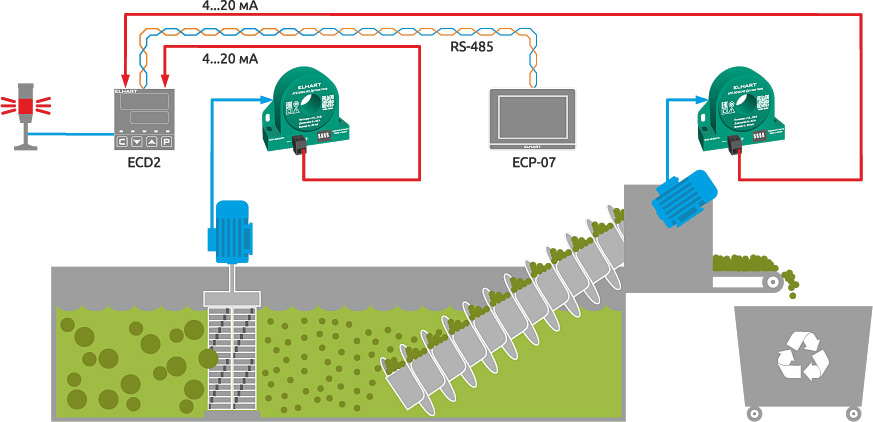
Для контроля работы дробилок и решеток применяются датчики тока ATE.S, которые отслеживают потребляемый ток двигателей. Это позволяет определять рабочие режимы оборудования и выявлять перегрузки до возникновения аварии.
Принцип работы системы механической очистки с контролем механизмов:
- Измеряется ток каждой отдельной дробилки и решетки для определения их состояния.
- По току можно выявлять неисправность и контролировать режим работы. Номинальный ток свидетельствует о нормальной работе.
- Ток ниже нормы может означать холостой ход механизма или нарушение механической связи привода с подвижными частями.
- Возникновение перегрузок характерно для заклиниваний, для попаданий крупных кусков мусора в рабочую зону механизма.
- Для ворсистых загрязнений характерно плавное нарастание тока, для крупных твердых загрязнений характерно скачкообразное увеличение тока.
- При выявлении перегрузки или заклинивания система управления может включить реверс двигателя для автоматического устранения засора.
- Выходной сигнал от датчиков АТЕ поступает на цифровой регулятор ECD2, который используется в качестве средства локальной индикации и включает аварийную сигнализацию при выходе измеренных значений за заданные границы.
- От регулятора по интерфейсу связи RS-485 данные передаются на панель оператора ECP-07 в диспетчерском пункте или в SCADA систему управления и мониторинга.
Преимущества использования датчиков АТЕ.S для контроля состояния узлов механической очистки:
- Позволяют производить диагностику работы узлов системы и предотвращать возникновение аварийных ситуаций, разливов нечистот.
- Предупреждение перегрузок и поломок на ранней стадии их возникновения, возможность их автоматического устранения.
- Снижение аварийных остановок и затрат на ремонт оборудования благодаря контролю их состояния и своевременному предотвращению поломок.
- Простая интеграция в системы автоматического контроля и управления за счет типового выходного сигнала.
- Гальваническая развязка и обеспечение безопасности вторичных приборов, контроллеров, модулей ввода за счет бесконтактного принципа измерения.
Применение датчиков тока ATE.S для контроля решеток и дробилок в системах механической очистки сточных вод повышает надежность оборудования, предотвращает аварии и снижает эксплуатационные расходы.
Контроль работы приводных систем и управление загрузкой дробилки при производстве щебня
В производстве щебня куски добытой породы проходят этапы сортировки и дробления. Сортировка обеспечивается за счет специальных вибрационных сит, каждое под размер фракции, которую нужно отсеивать. Отсеянный щебень, удовлетворяющий требованиям к размерам фракции, сразу попадает к готовой продукции минуя дробилку, чтобы не загружать её. Крупные куски породы, не прошедшие через сита, направляются в дробилку для измельчения. Перемещение сырья и готовой продукции между этапами производства обеспечивают транспортеры различной конфигурации.
Для эффективной и согласованной работы всех участков производства необходимо контролировать их состояние. Чрезмерная нагрузка на транспортеры и дробилку приводит у быстрому износу оборудования, к поломкам, к существенным убыткам за счет ремонта и простоев. Недостаточная загрузка оборудования, например дробилок, ведет к снижению производительности.
Применение датчиков ATE.S для измерения токов от двигателей позволяет контролировать загрузку транспортеров и управлять производительностью дробилки, за счет управления скоростью подачи.
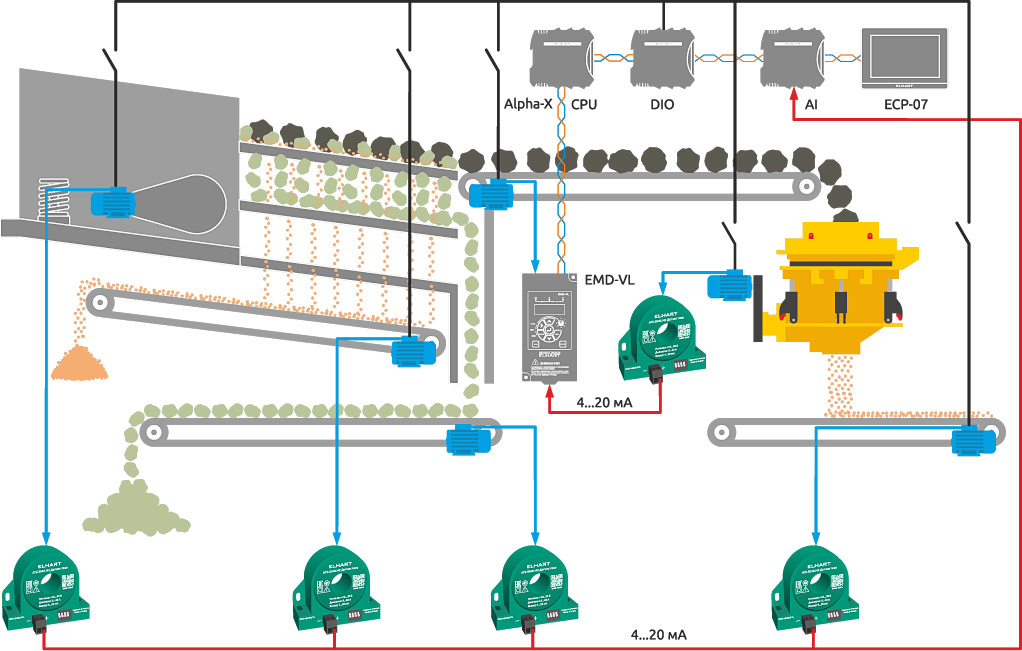
Принцип работы системы управления переработкой щебня с контролем по току:
- Измерение тока потребления привода вибрационного сита и транспортеров позволяет отслеживать их работоспособность и уровень загрузки.
- Если ток транспортера ниже нормы, то это означает что он пустой. Если ток выше нормы, то это свидетельствует о перегрузке.
- Измерение тока дробилки позволяет управлять скоростью транспортера, подающего в нее куски породы. Датчик АТЕ используется как обратная связь для преобразователя частоты EMD-VL, который управляет скоростью подающего транспортера.
- Если ток дробилки ниже нормы, значит производительность низкая и нужно увеличить скорость подачи.
- Если ток дробилки выше нормы, то необходимо снизить скорость подачи, чтобы предотвратить перегрузку дробилки.
- Выходные сигналы всех датчиков, через модуль ввода Alpha-X AI поступают на программируемый логический контроллер Alpha-X CPU, который управляет работой всего производства, включает и отключает исполнительные механизмы через модуль ввода / вывода дискретных сигналов Alpha-X DIO.
- Данные по интерфейсу связи RS-485 передаются на панель оператора ECP-07 в диспетчерском пункте или в SCADA систему для мониторинга и отслеживания работы.
Преимущества применения датчиков ATE.S для контроля по току участков производства щебня:
- Возможность автоматического поддержания производительности дробилки.
- Получение информации о работе всех узлов производства и согласование работы оборудования.
- Защита приводных механизмов от перегрузок и продление их срока службы.
- Бесконтактный способ измерения обеспечивает гальваническую развязку и защиту аналоговых входов системы управления.
- Распространенный аналоговый сигнал 4…20 мА упрощает подключение к системам управления.
Таким образом, применение датчиков тока ATE в дробильных установках позволяет автоматизировать загрузку, защитить оборудование от перегрузок и повысить эффективность производства щебня.
Автоматическое управление декантерной центрифугой на рыбном производстве
При производстве снеков в выпарных емкостях рыбный фарш смешивают с раскаленным маслом. Таким образом, из фарша выпаривают влагу. После выпаривания необходимо отделить фарш от масла. Для этого используют декантерные центрифуги (горизонтальные сепараторы).
Конструктивно такая центрифуга состоит из барабана совмещенного с винтовым шнеком, которые вращаются с постоянной скоростью. Разделяемая среда подается с помощью насоса. Благодаря разной плотности масла и фарша, под действием центробежной силы они разделяются и поступают с разных сторон через выгружные отводы, выталкиваемые внутренним давлением центрифуги. Для достижения максимальной эффективности разделения необходимо поддерживать оптимальную загрузку сепаратора.
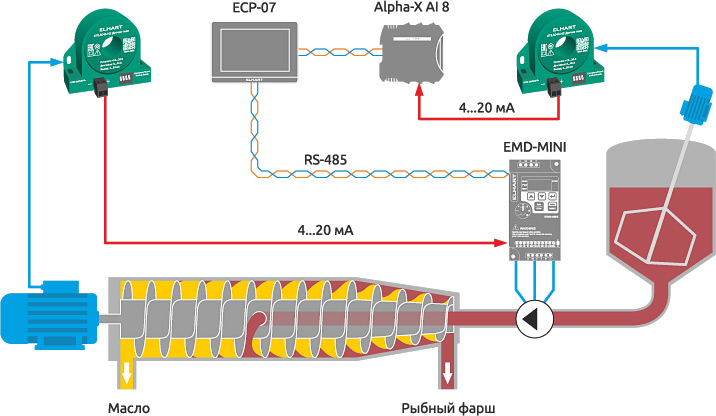
Датчики ATE.S используются в данном применении для регулирования скорости подачи разделяемой среды и для контроля перемешивания.
Принцип управления загрузкой декантерной центрифуги по току ее двигателя:
- Датчик АТЕ используется для измерения тока двигателя, который вращает барабан центрифуги.
- Подаваемая среда создает давление и увеличивает сопротивление вращению барабана, за счет этого возрастает ток потребляемый двигателем. Чем выше скорость подачи, тем выше сопротивление и выше потребляемый ток.
- Выходной сигнал 4…20 мА датчика АТЕ подключается как сигнал обратной связи к преобразователю частоты EMD-MINI, который управляет подающим насосом.
- Если ток двигателя ниже заданной нормы, то преобразователь частоты увеличивает скорость подачи, если выше, то уменьшает. Таким образом, по ПИД закону, поддерживается оптимальная скорость.
- Второй датчик контролирует работу мешалки, чтобы подаваемая среда имела равномерную консистенцию.
- Сигнал второго датчика, через модуль ввода Alpha-X AI поступает на панель оператора ECP-07, которая используется для запуска, остановки и для контроля параметров процесса.
Преимущества использования датчиков ATE.S для управления центрифугой:
- Автоматическое поддержание оптимальной загрузки сепаратора для высокой эффективности разделения сред.
- Нет необходимости в постоянном ручном регулировании.
- Высокая точность измерения тока позволяет с большой точностью поддерживать скорость подачи.
- Удобство интеграции в системы управления благодаря распространенному аналоговому сигналу и надежная гальваническая развязка сигнальных цепей от силовых.
- Возможность использования датчиков для контроля работы любых других приводных механизмов на производстве (мешалки, насосы, шнековые прессы, питатели, конвейеры и др.).
Применение датчиков тока ATE для автоматизации разделения сред с помощью декантерной центрифуги позволяет обеспечить хорошую эффективность сепарации и стабильную работу оборудования.
Технические характеристики датчиков тока ELHART ATE.S
| Модификации | ATE.S040.I42 | ATE.S200.I42 |
|---|---|---|
| Параметры измерения | ||
| Диапазоны измерения (настраиваемые) |
0...5 / 0...10 / 0...15 / 0...20 А 0...25 / 0...30 / 0...35 / 0...40 А |
0...25 / 0...50 / 0...75 / 0...100 А 0...125 / 0...150 / 0...175 / 0...200 А |
| Допустимая перезагрузка | до 600 А | до 1000 А |
| Частота измеряемого тока | 40…400 Гц | |
| Форма сигнала измеряемого тока |
синусоидальный сигнал | |
| Погрешность измерения | ±0,2% для наименьшего диапазона, ±0,3% для остальных диапазонов |
|
| Параметры выхода / питание | ||
| Напряжение питания | =10…30 В (питание от токовой петли) | |
| Потребляемая мощность | не более 1 Вт | |
| Выходной сигнал | 4…20 мА | |
| Время отклика | 0,1 сек без фильтрации, 2,5 сек с включенным фильтром |
|
| Параметры окружающей среды | ||
| Степень защиты корпуса от внешних воздействий |
IP20 | |
| Рабочая температура окружающего воздуха |
-20…+65 °С | |
| Параметры подключения, установки и настройки | ||
| Способ настройки | с помощью DIP-переключателей, с помощью дополнительных витков провода |
|
| Подключение цепей измеряемого тока |
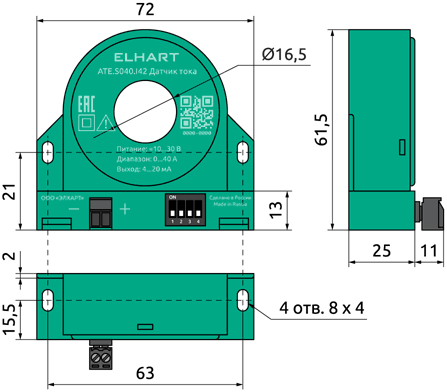
кабель с измеряемым током продевается через отверстие ⌀ 16,5 мм в центре датчика |
|
| Электрическая прочность изоляции переменного тока |
голый проводник: 3 кВ изолированный проводник: определяется свойствами оболочки проводника |
|
| Категория перенапряжения | голый проводник: CAT III 300 В изолированный проводник: CAT III 600 В |
|
| Подключение питания и выходного сигнала |
съемная клеммная колодка (2 контакта) для подключения проводников сечением до 2,5 мм² |
|
| Монтаж | на DIN-рейку 35 мм с помощью крепежных клипс, на плоскую поверхность через крепежные отверстия в корпусе |
|
Настройка при помощи DIP-переключателей датчиков переменного тока серии ATE.S
Установка DIP-переключателей ATE.S040.I42
|
|
Входной диапазон: 0…5 А
Состояние фильтра: отключен
Установка DIP-переключателей ATE.S200.I42
|
|
Входной диапазон: 0…25 А
Состояние фильтра: отключен
Чтобы посмотреть варианты настройки при помощи DIP-переключателей воспользуйтесь интерактивной моделью выше. Нажимайте на изображения DIP-перключателей и наблюдайте за изменением настроек входного диапазона и состояния фильтра.
| Входной диапазон | ||||
|---|---|---|---|---|
| 1 | 2 | 3 | Значение | |
| ATE.S040 | ATE.S200 | |||
| 0…5 А | 0…25 А | |||
| 0…10 А | 0…50 А | |||
| 0…15 А | 0…75 А | |||
| 0…20 А | 0…100 А | |||
| 0…25 А | 0…125 А | |||
| 0…30 А | 0…150 А | |||
| 0…35 А | 0…175 А | |||
| 0…40 А | 0…200 А | |||
| Фильтр выходного сигнала | |
|---|---|
| 4 | Значение |
| отключен | |
| включен | |
Возможные конфигурации:
- Символ соответствует положению
DIP-переключателя ON (включен); - Отсутствие символа соответствует положению
DIP-переключателя OFF (выключен).
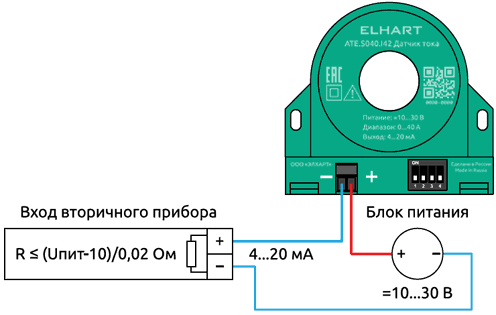
Схема подключения датчиков тока ELHART ATE.S
Габаритные размеры датчиков переменного тока ATE.S
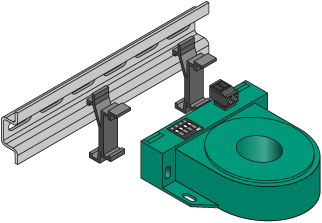
Варианты монтажа датчиков переменного тока серии ATE.S
Вопросы и ответы (FAQ)
Форма тока в электрической цепи между преобразователем частоты (ПЧ) и двигателем представляет собой модулированную синусоидальную волну. В качестве метода модуляции чаще всего используется широтно-импульсная модуляция (ШИМ), при которой синусоидальная волна состоит из множества импульсов различной длительности. Период следования импульсов определяется несущей частотой ШИМ, которая может достигать десятков кГц. Чем выше несущая частота ШИМ, тем меньше искажений и импульсных скачков в модулируемой синусоидальной волне и тем ближе она к идеальной синусоиде. Частота модулированной синусоидальной волны обычно изменяется от 0 до 50 Гц, что соответствует изменению скорости вращения двигателя от полной остановки до максимальной.
Датчик АТЕ представляет собой устройство с полностью аналоговой схемотехникой. Компоненты его измерительной цепи подобраны таким образом, чтобы обеспечить максимально точное преобразование измерительных сигналов синусоидальной формы, поскольку это наиболее распространённый вид переменного тока.
Дополнительно, от рассчитанных и выбранных компонентов зависит рабочий диапазон частот, который в соответствии с техническими характеристиками составляет от 40 до 400 Гц.
Если форма измеряемого тока отличается от синусоидальной или частота не входит в допустимый диапазон, потребуется перерасчёт измерительной схемы и замена электронных компонентов под конкретную форму сигнала и частоту. В противном случае показания ATE будут недостоверными.
Таким образом, датчики тока АТЕ можно использовать для измерения силы тока между преобразователем частоты (ПЧ) и электродвигателем, но при этом необходимо учитывать следующие рекомендации:
- Для уменьшения искажений формы тока и импульсных бросков следует повысить несущую частоту широтно-импульсной модуляции (ШИМ).
- Частотный диапазон, в котором могут быть проведены достоверные измерения, ограничен снизу частотой 40 Гц. При использовании частот ниже указанного значения класс точности, заявленный в характеристиках, не может быть гарантирован.
Форма тока, потребляемого преобразователем частоты (ПЧ) из электрической сети, отличается от синусоидальной формы и имеет вид коротких импульсов, повторяющих чередование полуволн синусоиды. Это обусловлено работой выпрямительного каскада и циклами заряда/разряда конденсаторов в звене постоянного тока.
Кроме того, входной ток, потребляемый ПЧ, отличается от выходного тока, потребляемого электродвигателем. Это связано с тем, что реактивная составляющая тока электродвигателя циркулирует в контуре между звеном постоянного тока и обмотками двигателя, а активная составляющая в то же время потребляется из электрической сети.
Таким образом, разность токов на входе и выходе будет минимальной только при максимальной нагрузке на валу двигателя.
На основании этих факторов можно сделать вывод, что оценка тока, потребляемого электродвигателем, на основе входного тока ПЧ является некорректной.
Кроме того, необходимо учитывать, что схемотехника датчиков АТЕ и подбор электрических компонентов реализованы таким образом, чтобы обеспечить точное преобразование измерительных сигналов синусоидальной формы. Погрешность при измерении импульсных токов является неизвестной, а показания АТЕ.S в таком случае нельзя считать достоверными. В связи с этим, мы не рекомендуется применять датчики для измерения тока на входе ПЧ.
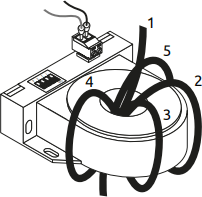
Для повышения чувствительности датчиков АТЕ можно использовать метод намотки дополнительных витков провода с измеряемым током. При этом чувствительность датчиков увеличивается пропорционально количеству витков.
Данный метод может быть применен для подстройки диапазонов с пределом измерения менее 5 А. Например, для измерения тока величиной до 0,2 А необходимо выбрать первый диапазон измерения (0...5 А) с помощью DIP-переключателей и намотать 25 витков провода через отверстие в датчике (5 А / 0,2 А = 25 витков). В этом случае выходной сигнал датчика будет пропорционален диапазону 0...0,2 А.
Относительная погрешность при этом не изменится и составит 0,2 %. Абсолютную погрешность следует считать от предела диапазона 0,2 А, а не от 5 А, как при использовании одного витка провода.
Можно настроить выходной сигнал под нестандартные диапазоны. Например, если необходимо измерить ток до 7 А и получить выходной сигнал 20 мА, соответствующий этому значению, необходимо выбрать диапазон 0-35 А с помощью DIP-переключателей и намотать 5 витков кабеля с измеряемым током.
В этом случае диапазон выходного сигнала 4-20 мА будет пропорционален диапазону 0-7 А, а не диапазону 0-35 А, как если бы через отверстие был пропущен только один виток кабеля.
Аналогично описанному выше примеру, абсолютную погрешность следует рассчитывать от значения 7 А, а не от значения 35 А.
Данный метод применим как для датчика S040, так и для датчика S200.
Датчики ATE.S040 и ATE.S200 могут выдерживать перегрузки по переменному току без повреждений и потерь своих характеристик до 600 А и 1000 А, соответственно. Время воздействия перегрузки не ограничено.
Если необходимо измерить ток, который выходит за пределы рабочих диапазонов датчиков ATE.S, можно использовать классический трансформатор тока (ТТ) и датчик ATE.S040 для измерения тока во вторичной обмотке ТТ.
Например, если требуется измерить ток в 500 ампер, потребуется ТТ с коэффициентом трансформации 500/5. Для этого необходимо закоротить вторичную обмотку ТТ, продев кабель через датчик ATE.S040. На самом датчике с помощью DIP-переключателей устанавливаем диапазон измерения 0...5 ампер. Теперь унифицированный аналоговый сигнал в диапазоне 4-20 мА будет пропорционален значению тока в 500 ампер.
Если используется ТТ с коэффициентом 500/1, то для увеличения чувствительности датчика необходимо сделать 5 витков кабеля с измеряемым током.
Видео про датчики тока ELHART
Смотреть видео в VK Видео
Смотреть видео в Дзен
Смотреть видео в YouTube
Смотреть видео в RUTUBE
Информация для заказа датчиков тока ELHART серии ATE.S
| ATE.S | . | I42 | |
|---|---|---|---|
| Диапазон измерения | |||
| От 0 до 40 А | 040 | ||
| От 0 до 200 А | 200 | ||
| Выходной сигнал | |||
| 4…20 мА | I42 | ||
Пример: ATE.S040.I42